- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Pochopenie laboratórnych hodnôt: Skutočný spôsob čítania farieb – tri základné parametre na kontrolu rozdielov farieb v technických plastoch
"Je ΔE 2,1 v správe kolorimetra prijateľné alebo nie?"
"Zákazník hovorí, že hodnoty Lab sú vypnuté, ale farby sa mi zdajú takmer rovnaké."
Toto sú otázky, ktoré náš technický tím počúva každý deň. V priemysle technických plastov sa už farebný rozdiel neposudzuje iba voľným okom. Či už ide o automobilové interiérové diely, elektronické kryty 3C alebo priemyselné konštrukčné komponenty, zákazníci takmer vždy zahrnú normu prijatia farebných rozdielov, ktorá jasne uvádza: ΔE ≤ 0,5 s hodnotami L, a, b v rámci špecifikovaných tolerancií.
Takže čo presne sú L, a a b? A prečo sú spoľahlivejšie ako vizuálna kontrola? Dnes si tieto tri parametre vysvetlíme v jazyku výroby technických plastov.
I. „Súradnicový systém“ farieb: farebný priestor laboratória
Predstavte si, že na určenie polohy na mape potrebujete zemepisnú dĺžku, šírku a nadmorskú výšku. Farebný priestor Lab je „trojrozmerný súradnicový systém“ pre farbu.
Založená Medzinárodnou komisiou pre osvetlenie (CIE) v roku 1976, zostáva globálnym zlatým štandardom pre meranie farieb. Akákoľvek farba môže byť v tomto trojrozmernom priestore jedinečne umiestnená pomocou súboru súradníc (L, a, b).
• Hodnota L (Svetlosť) : Rozsah od 0 do 100. L=100 je čisto biela, L=0 je čistá čierna. V technických plastoch je čierna časť, ktorá sa javí ako sivastá, alebo biela časť, ktorá sa stáva žltkastou, v podstate zmenou hodnoty L.
• hodnota (červeno-zelený odtieň): Kladné hodnoty označujú červenú, záporné hodnoty zelenú. Keď sa nehorľavý ABS, ktorý by mal byť jasne červený, zmení na „nudnú tehlovočervenú“, problémom je pravdepodobne hodnota a.
• Hodnota b (žlto-modrý odtieň): Kladné hodnoty označujú žltú, záporné hodnoty modrú. Hodnota b je najcitlivejší parameter – materiály ako PBT, PC a nylon sú náchylné na žltnutie pri vysokoteplotnom spracovaní. Keď sa hodnota b posunie kladne, dielec viditeľne „zožltne“.
II. Tri čísla, tri bežné „príznaky farebných rozdielov“
Na produkčnej úrovni rýchlo diagnostikujeme hlavné príčiny prostredníctvom zmien hodnôt laboratória:
1. Veľká odchýlka v hodnote L – Uprednostnite kontrolu stavu materiálu a procesu lisovania.
• Vysoká hodnota L (príliš biela/bledá): Možno nízka teplota formy alebo nedostatočné množstvo oxidu titaničitého vo farebnej predzmesi.
• Nízka hodnota L (príliš tmavé): Možná degradácia materiálu (nadmerné vystavenie vysokej teplote) alebo zlé odvetrávanie plesní.
2. Veľká odchýlka v hodnote – Uprednostnite kontrolu zloženia materiálu.
• Pozitívny posun hodnoty (načervenalé): Bežné v materiáloch spomaľujúcich horenie, kde sa retardér horenia pri vysokých teplotách rozkladá a spôsobuje zmenu farby farbiva.
3. Veľká odchýlka v hodnote b – Uprednostnite kontrolu podmienok sušenia a teploty vstrekovania.
• Pozitívny posun v hodnote b (nažltlý): Najčastejšou príčinou je presušenie alebo nadmerná teplota taveniny. Nylonové materiály sú obzvlášť citlivé – drift b-hodnoty 0,5 je voľným okom viditeľne „žltý“.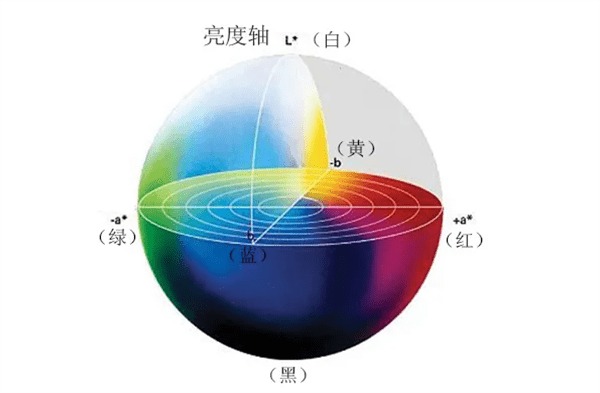
III. čo je ΔE? Prečo sa nemôžeme spoľahnúť len na ΔE?
ΔE je kombinovaná odchýlka v rozmeroch L, a a b, vypočítaná ako:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
Používa jediné číslo na zhrnutie „celkového rozdielu farieb“, čo uľahčuje rýchle posúdenie. Problém však je: Rovnaké ΔE môže predstavovať veľmi odlišné farebné odchýlky.
Napríklad:
• Prípad A: ΔL=1,0, Δa=0, Δb=0 → ΔE=1,0 (trochu príliš biele)
• Prípad B: ΔL=0,6, Δa=0,6, Δb=0,6 → ΔE≈1,04 (odchýlky vo všetkých troch smeroch)
Obidve majú takmer rovnaké ΔE, ale prípad B je „zložitejší“ a voľným okom sa môže zdať „zablatenejší“. Profesionálna kontrola rozdielu farieb preto musí brať do úvahy ΔE aj individuálne tolerancie. Bežný štandard pre automobilové interiérové diely je: ΔE < 1,0, s |ΔL| < 0,5, |Δa| < 0,5, |Δb| < 0,5.
IV. Odkiaľ pochádza farebný rozdiel? Štyri spoločné zdroje
Na základe dlhoročných skúseností s poskytovaním služieb zákazníkom spadajú hlavné zdroje farebných rozdielov do štyroch kategórií:
1. Variácia šarže materiálu – Rôzne šarže technických plastov môžu mať mierne rozdiely v základnej farbe. Dokonca aj pre rovnakú triedu nie je nezvyčajné kolísanie b-hodnoty medzi šaržou o 0,3–0,5 pre POM.
2. Proces sušenia mimo kontroly – Materiály ako nylon, PET a PC sú citlivé na vlhkosť. Nedostatočné alebo nadmerné sušenie môže spôsobiť žltnutie. V jednom prípade operátor zvýšil teplotu sušenia z 80 °C na 100 °C, čo spôsobilo, že hodnota b vyskočila z 1,2 na 2,8, čím sa zošrotovala celá dávka.
3. Posun procesu vstrekovania – Malé zmeny protitlaku, rýchlosti skrutky, rýchlosti vstrekovania, udržiavacieho tlaku, teploty formy atď. môžu zmeniť tok taveniny a správanie pri kryštalizácii, čo ovplyvňuje vzhľad farby. Obzvlášť citlivé sú materiály vystužené sklenenými vláknami.
4. Rozdiely v meranom prostredí – Namerané hodnoty môžu ovplyvniť rôzne kolorimetre, svetelné zdroje, meracie otvory alebo dokonca tlak aplikovaný operátorom. Zákazníci a dodávatelia sa musia dohodnúť na jednotnom štandarde merania (napr. osvetlenie D65, uhol pozorovateľa 10°).
V. Záver: Farby sa dajú zvládnuť
V technických plastoch už farba nie je záhadou. Tri čísla L, a a b menia subjektívny pocit „Myslím si, že farba je nesprávna“ na objektívny fakt „hodnota L prekračuje toleranciu o 0,6, hodnota b o 0,8“. Pochopenie štyroch zdrojov farebných rozdielov nám pomáha predchádzať problémom skôr, ako nastanú.